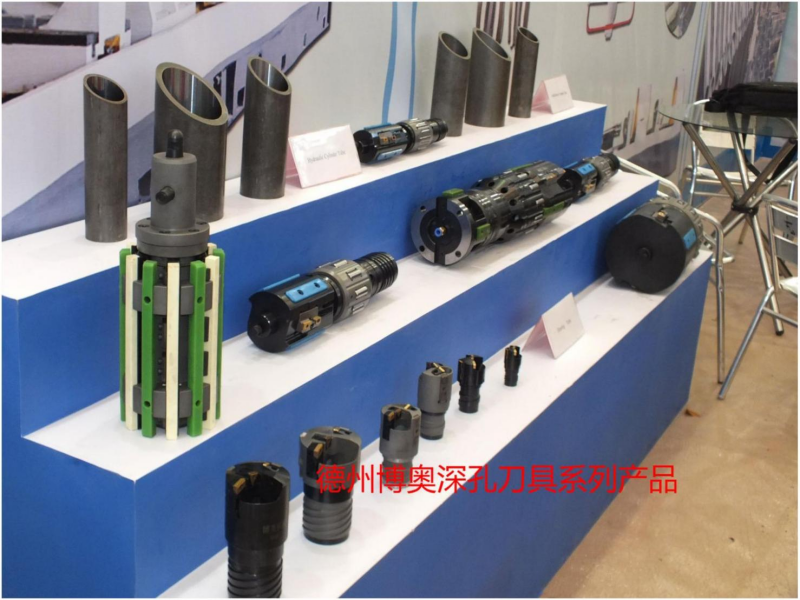
Пнеуматски алати за бушење за машине за дубоко бушење
Пнеуматски алати за бушење
Нормалне ставке:
| Боринг ранге | Боринг бар | Боринг ранге | Боринг бар | Боринг ранге | Боринг бар |
| Φ35-Φ37 | Φ30 | Φ38-Φ45 | Φ35 | Φ46-Φ56 | Φ43 |
| Φ57-Φ60 | Φ51 | Φ61-Φ69 | Φ56 | Φ70-Φ89 | Φ65 |
| Φ90-Φ120 | Φ80 | Φ121-Φ139 | Φ100 | Φ140-Φ169 | Φ130 |
| Φ170-Φ230 | Φ160 | Φ231-Φ400 | Φ220 |
ПнеуматицСРБТоолс
Операција: Алат се помера напред за љуштење, а уназад за брушење ваљком. Са 2 групе уметака на горњем крају, може постићи високу прецизност димензионисања и добру контролу облика: Са 4 групе водилице, може постићи одлично вођење и уравнотежено љуштење, такође спречава стругање на површини рупе: уметци се увлаче пнеуматском контролом.
Карактеристике
Користи се за обраду различитих цеви укључујући хладно вучене бешавне челичне цеви, заварене хладно вучене цеви, челичне цеви са врућим ваљком и ливене челичне цеви.Лако и брзо подесите величине уметака, водилица и ваљака.По завршетку обраде, подесити кертриџ пнеуматском контролом да спречите оштећење на површини рупе.Усвајајући дизајн са високом ефикасношћу, комбинујући фино љуштење и брушење ваљком, и постижући једнократну машинску обраду, обезбеђује алату дуг животни век и има високу ефикасност 20 пута традиционалне машине за брушење и 510 пута обичне машине за бушење.По завршетку обраде површинска тврдоћа се повећава за око 30%, прецизност је до ИТ8. Завршна обрада је до Ра0,05-0,2