Светски напредни хидраулични СРБ алати за опрему за дубоке рупе
Пнеуматски алати за бушење
| Опсег пречника | Боринг бар | Опсег пречника | Боринг бар | Опсег пречника | Боринг бар |
| Φ35-Φ37 | Φ32 | Φ38-Φ43 | Φ35 | Φ44-Φ48 | Φ40 |
| Φ49-Φ60 | Φ43 | Φ61-Φ72 | Φ56 | Φ73-Φ77 | Φ65 |
| Φ78-Φ87 | Φ70 | Φ88-Φ107 | Φ80 | Φ107-Φ137 | Φ100 |
| Φ138-Φ177 | Φ130 | Φ178-Φ250 | Φ160 | Φ250-Φ400 | Φ220 |
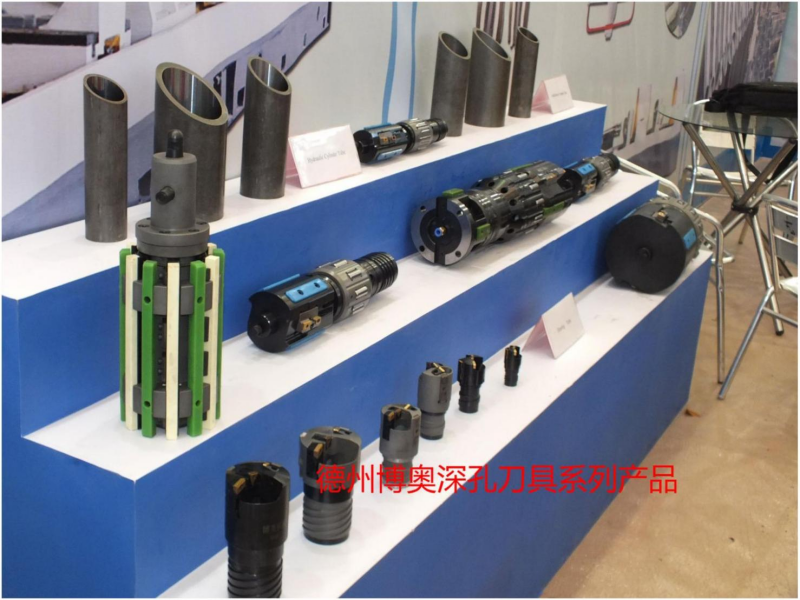
Хидраулични СРБ алати
Операција:
На горњем крају се налази груба глава за бушење, са три групе индексних уметака (механичко стезање) и три групе водилице од тврдог метала.Груба глава за бушење одсеца највећи део материјала, иза са лебдећом главом за љуштење, у коју су уграђене три групе (шест комада) финих уметака.Глава за љуштење смањује таласне трагове и исправља девијацију на површини.Задњи део главе за полирање ваљка алата, са 640 ваљака који раде на унутрашњем зиду рупе, који могу формирати глатку површину и добити бољи профил.По завршетку обраде, уметак за љуштење се скупља под хидрауличком контролом, а ваљак се такође може увући како би се спречило оштећење површине рупе.
Карактеристике :
Машинска обрада хладно вучене бешавне челичне цеви, заварене хладно вучене цеви, топлог ваљка и ливене цеви.Лако и брзо подесите величине уметака, пешчаних ваљака за вођење.По завршетку акције, кертриџ за љуштење, водилица и ваљак се брзо увлаче, ефикасно штитећи од оштећења на површини рупе.Усвајање дизајна са високом ефикасношћу, интегришући пет процедура у једнократни процес за уклањање великог уклањања залиха, што значајно побољшава продуктивност као 20 пута традиционална машина за брушење и 510 пута обична машина за дубоко бушење рупа, у међувремену продужавајући век употребе алата.Након обраде, површинска тврдоћа се повећава за око 30%, прецизност је до ИТ8 изнад. Храпавост је до Ра 0,050,2 μм.Да би се побољшала компатибилна прецизност, повећала отпорност на хабање и продужио век употребе резервних делова.Након брушења ваљка, цилиндар за уље постаје антикорозивни и отпоран на хабање, постижући одличну завршну обраду површине и продужавајући век заптивног прстена или заптивних делова.